关于RCO蓄热式催化燃烧设备您了解多少?
蓄热式催化燃烧设备可以是燃料在较低的温度下实现燃烧,对燃烧过程,降低反应温度,燃烧,物质的形成等方面具有极为重要的作用,是一个环境有好的过程,其应用不断扩展,已广泛的应用在工业生产与日常生活的诸多方面。
蓄热式催化燃烧废气处理设备产品结构特点
1 .催化燃烧设备操作方便:设备工作时,实现自动控制。
2 .催化燃烧装置能耗低:设备启动,仅需15~30分钟升温至起燃温度,耗能仅为风机功率,浓度较低时自动补偿。
3 .:设备配有阻火除尘系统、泄压系统、超温报警系统及自控系统。
4 .阻力小,:采用贵金属钯、铂浸渍的蜂窝状陶瓷载体催化剂,比表面积大。
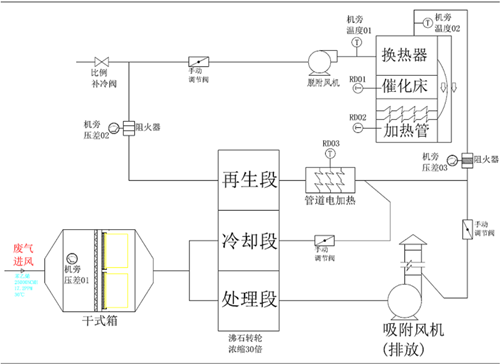
5 .催化燃烧系统中余热可回用:余热可返回烘道,降低原烘道中消耗功率;也可作其它方面的热源。
6 .催化燃烧装置占地面积小:仅为同行业同类产品的70%~80%,且设备基础无要求。
7 .使用寿命长:催化剂一般8000小时更换,并且载体可。
蓄热式催化燃烧应用在处理废气:
石油化工、油漆、电镀、印刷、涂料、轮胎制造等工业的生产过程中都涉及到挥发化合物的使用和排放。的挥发物通常是烃类化合物、含氧化合物、含氯、硫、磷及卤素化合物,这些挥发性物如不经处理直接排入大气会造成严重的环境污染。传统的废气净化处理方法(如吸附法、冷凝法、直接燃烧法等)均存在缺陷,如易造成二次污染等。为了克服传统废气处理方法的缺陷,人们采用催化燃烧方法来对废气进行净化处理。
 镀锌板螺旋风管配件 法兰螺旋风管及配件, 沧州鑫润环保,厂家,,功能性强,,...
镀锌板螺旋风管配件 法兰螺旋风管及配件, 沧州鑫润环保,厂家,,功能性强,,... 脉冲布袋除尘器的适用本除尘器采用分室停风脉冲喷吹清灰技术,克服了常规脉冲除尘器和...
脉冲布袋除尘器的适用本除尘器采用分室停风脉冲喷吹清灰技术,克服了常规脉冲除尘器和... 不锈钢等离子光氧一体机废气处理设备;废气净等离子光氧一体机净化设备是一种专门去除气体及恶臭气体的一种装...
不锈钢等离子光氧一体机废气处理设备;废气净等离子光氧一体机净化设备是一种专门去除气体及恶臭气体的一种装... 光氧催化废气处理设备产品介绍 本产品利用的高臭氧UV紫外线光束照射恶臭气体,裂解恶臭...
光氧催化废气处理设备产品介绍 本产品利用的高臭氧UV紫外线光束照射恶臭气体,裂解恶臭... 2万风量等离子光氧一体机净化器油烟异味处理设沧州鑫润等离子光氧一体机是一种专门去除气体及恶臭气体的一种装...
2万风量等离子光氧一体机净化器油烟异味处理设沧州鑫润等离子光氧一体机是一种专门去除气体及恶臭气体的一种装...